腐食(錆)
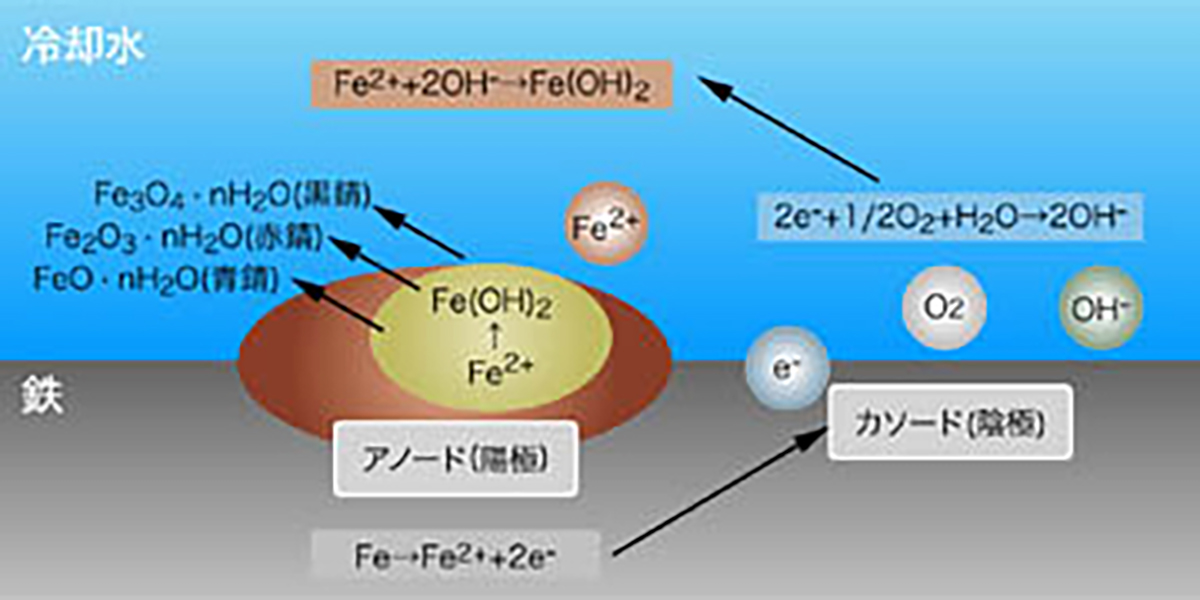
錆は金属の腐食によって発生します。金属が水に浸されていると、金属内部の不純物や溶存酸素濃度、あるいは温度の不均一などによって、 金属表面に微小な局所アノード(陽極)と局所カソード(陰極)が形成されます。
アノード部では鉄が2価の鉄イオンになって溶出する反応が起こり、 カソード部ではアノード反応で放出された電子と酸素、水によって水酸化物イオン(OH-)が生成します。
全体としては、Fe+H2O+1/2O2→Fe(OH)2という反応で鉄が腐食します。 腐食によって生成した水酸化鉄はさらに酸化されて、赤錆(Fe2O3・nH2O)、 黒錆(Fe3O4・nH2O)、青錆(FeO・nH2O)などになり、 金属表面に堆積します(【Fig-01】)。
腐食を促進する因子
腐食が進行するためには、水中に溶けた酸素が不可欠です。
水が空気と接していれば、腐食反応によって消費される酸素は、新たに空気から溶解します。
クーリングタワーでは、蒸発を促進するために水と空気の接触表面積が大きいので、蒸発と同時に酸素の溶解を促進しているのです。
酸素を充分に含んだクーリングタワー水は腐食の発生しやすい条件を備えており、クーリングタワー水の循環する回路では腐食による障害が多く見られます。
酸素は、冷却水系で起こる腐食の最大の原因です。
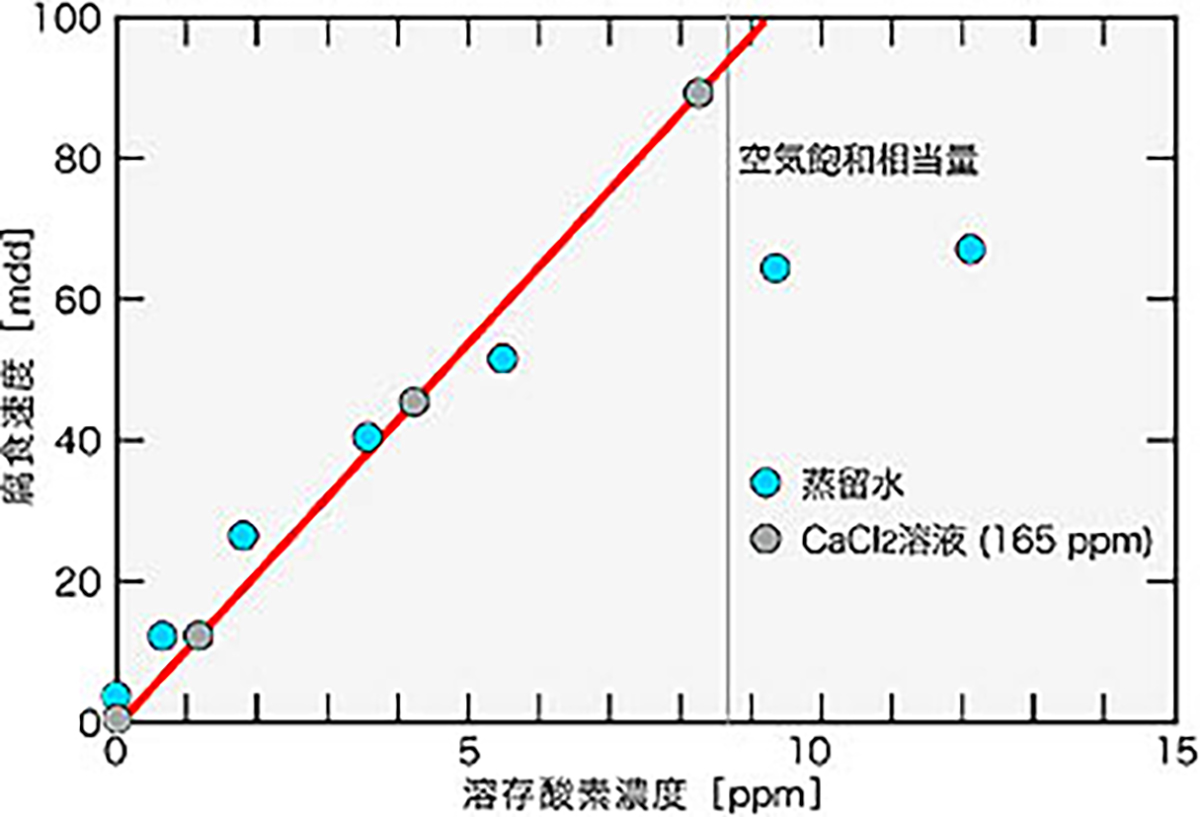
水中に溶解した酸素(溶存酸素)が金属表面に達しなければ腐食は実質的に進行しません。
【Fig-02】は、溶存酸素濃度と腐食速度の関係です。 溶存酸素濃度にほぼ比例して腐食の進行速度が速くなっていることが分かります。
脱酸素による防錆
腐食は、水中の酸素濃度を減少(脱酸素)させることにより抑えることができます。
水に溶解できる酸素の量は、水と接している気体中の酸素分圧と温度によって決まります。
通常の冷却水には、密閉系であっても、空気飽和に近い濃度の酸素が溶け込んでいます。
しかし、ここに窒素ガスを吹き込むと、水中の酸素濃度は低下してゆきます。
これは、水中と気体中の酸素濃度が平衡になるように、水中の酸素が移動するためです。
また、水中に溶け込むことのできる気体の総量には限界があるので、溶存酸素が窒素によって置換されたと考えられます。
この現象を利用して、脱酸素装置O2-Free Airが開発されました。
この装置はガス分離膜を用いてコンプレッサーの圧縮空気から99%の窒素ガスを取り出し、 特殊ノズルから細かい気泡として水中に放出します。
窒素ガスは水中をゆっくり上昇しながら酸素を除去し、水上面から空気中に出て再び空気と混合します。
また、排出された酸素ガスも空気と混ざるので、全体の空気の組成は通常に保たれます。
したがって、ガスボンベからの窒素ガス供給のような面倒な管理の問題がなく、操作も簡単で低コストです。
O2-Free Airによる溶存酸素減少
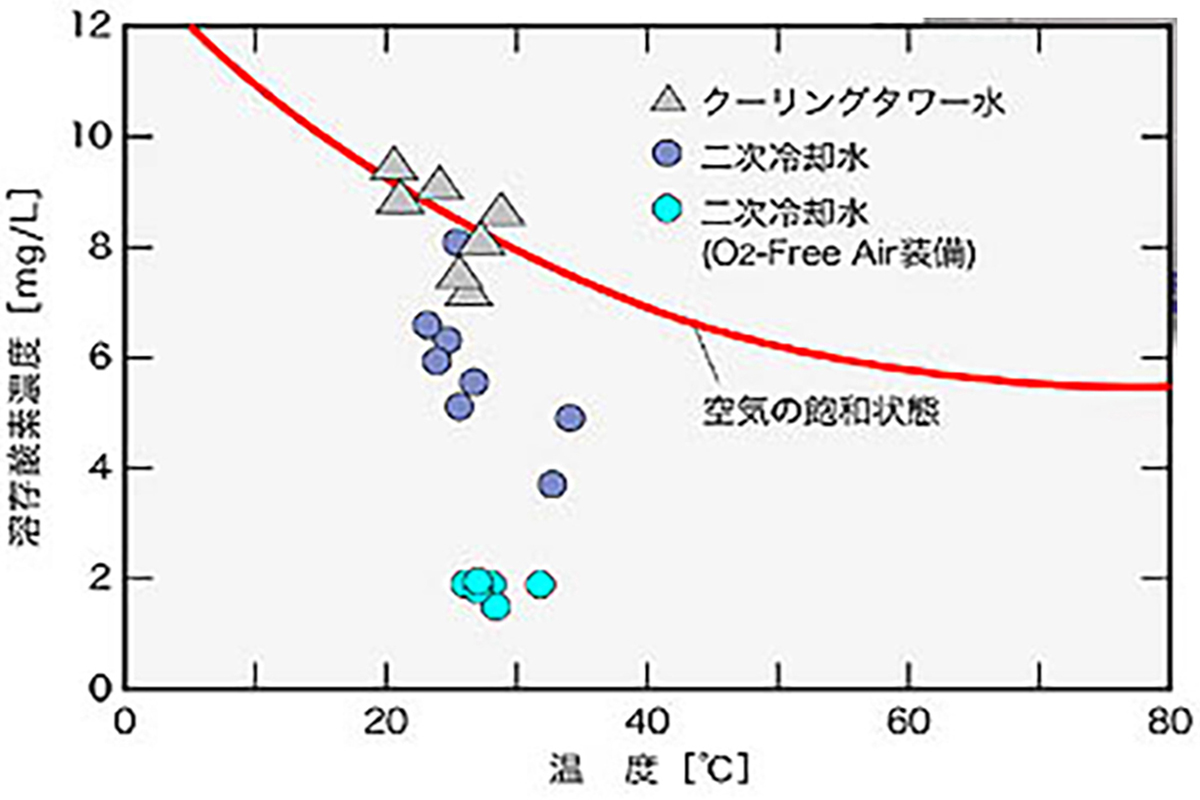
O2-Free Airを実際の冷却水系で用いたときの酸素濃度をクーリングタワー水、脱酸素処理なしの二次冷却水と比較したのが【Fig-03】です。 クーリングタワー水には飽和に近い濃度の酸素が溶解しており、冷却水系の腐食の最大の原因になっています。
二次冷却水系でも空気飽和の50%~80%程度の酸素を含んでいますが、 O2-Free Airによって溶存酸素濃度をクーリングタワー水の約1/5に減少することができました。
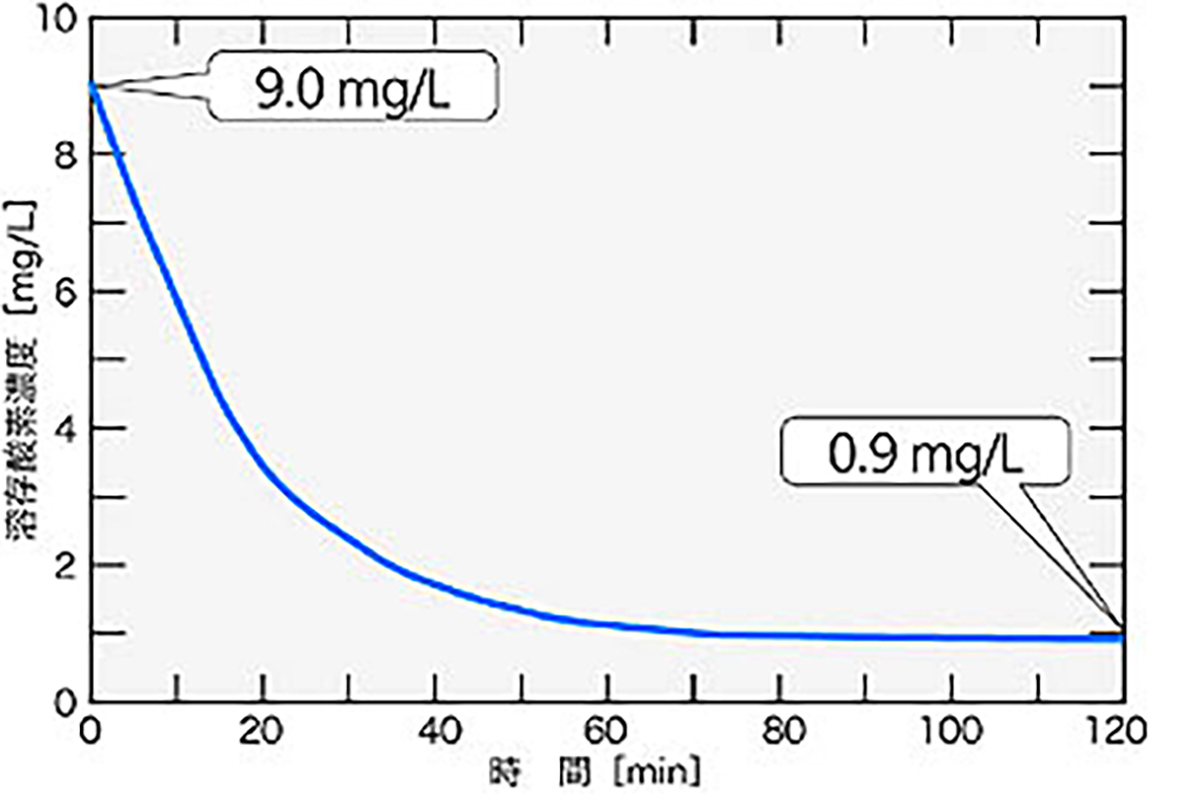
実際の使用では、二次冷却水タンク内の溶存酸素濃度を約90分で1.0mg/Lにまで低減し、持続することができます(【Fig-04】)。
当社二次冷却システムUWTユニットの冷却水タンク内の溶存酸素量の推移
O2-Free Airの防錆効果の検証
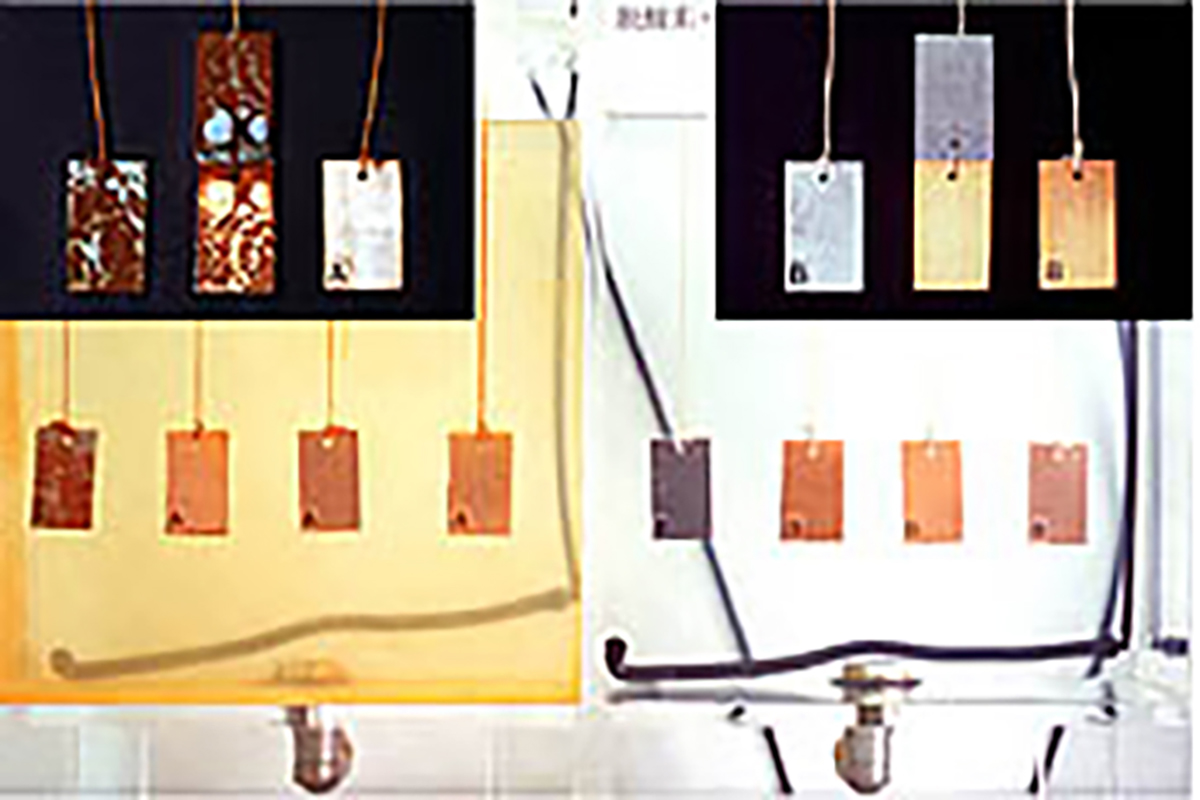
【Fig-05】は、O2-Free Airによる水質と金属片の経時変化を示したものです。
向かって左側の水槽は未処理の状態、右側の水槽は薬品とO2-Free Airによる処理を行っています。
金属片は右から銅・鉄+銅・鉄という順番で水槽内に紐で吊り下げられています。
写真からも分かるように、薬品とO2-Free Airによる処理をしている水槽は7日間経過しても腐食変化は現れず、清浄な状態を保っています。
また、水中の金属片にも変化が見られません。
これに比べ、処理を行っていない水槽は時間の経過とともに濁度が上がり、金属片も激しく、腐食していることが分かります。
また、一種の金属片よりも異種金属どうしが接触しているときのほうが腐食の度合いが激しいことが分かります。
これは異なる金属が電気的に接触することにより電池が形成され、 金属の腐食が促進されるためです。
1日経過

| 未処理 | O2-Free Air | |
| 呈色 | 微褐色 | 無色透明 |
| pH | 7.64 | 9.20 |
| 導電度(μS/cm) | 183 | 374 |
| 濁度 | 2 | 1 |
| 溶存酸素濃度(mg/L) | 10.60 | 1.53 |
| 温度(℃) | 21.8 | 22.0 |
3日経過
| 未処理 | O2-Free Air | |
| 呈色 | 褐色混濁 | 無色透明 |
| pH | 7.44 | 9.28 |
| 導電度(μS/cm) | 186 | 382 |
| 濁度 | 10 | 1 |
| 溶存酸素濃度(mg/L) | 10.95 | 1.53 |
| 温度(℃) | 20.5 | 20.4 |
5日経過

| 未処理 | O2-Free Air | |
| 呈色 | 褐色混濁 | 無色透明 |
| pH | 7.87 | 9.75 |
| 導電度(μS/cm) | 187 | 387 |
| 濁度 | 22 | 1 |
| 溶存酸素濃度(mg/L) | 11.90 | 1.73 |
| 温度(℃) | 17.9 | 17.8 |
7日経過

| 未処理 | O2-Free Air | |
| 呈色 | 褐色混濁 | 無色透明 |
| pH | 7.78 | 9.86 |
| 導電度(μS/cm) | 185 | 387 |
| 濁度 | 21 | 1 |
| 溶存酸素濃度(mg/L) | 12.20 | 1.96 |
| 温度(℃) | 15.9 | 15.7 |
O2-Free Airの特徴
●腐食の原因を排除
腐食の最大の原因である溶存酸素を減少させることにより、腐食速度を遅らせる効果があります。
●薬品使用量を減少
防錆剤は金属表面に薄い皮膜を形成し、水中の酸素との接触を絶って腐食を防ぐという働きをします。O2-Free Airを使って溶存酸素を減らすことにより、使用する薬品の量を大幅に減らすことができます。
● 環境への負荷を低減
薬品使用量を減少させると、廃棄物処理コストが削減され、環境にやさしいクリーンな防錆が可能になります。
● 高温下でも安定した防錆効果
薬品は高温になると分解しやすく、腐食の激しくなる高温条件ほど高濃度の薬品の添加が必要となり、経済的でなく、水質汚染も激しくなります。脱酸素による防錆は、高温下でも安定した効果を発揮します。 高温冷却が必要なエンプラ成形に最適です。
■特許取得済み 名称「冷却装置」 特許第2804734号